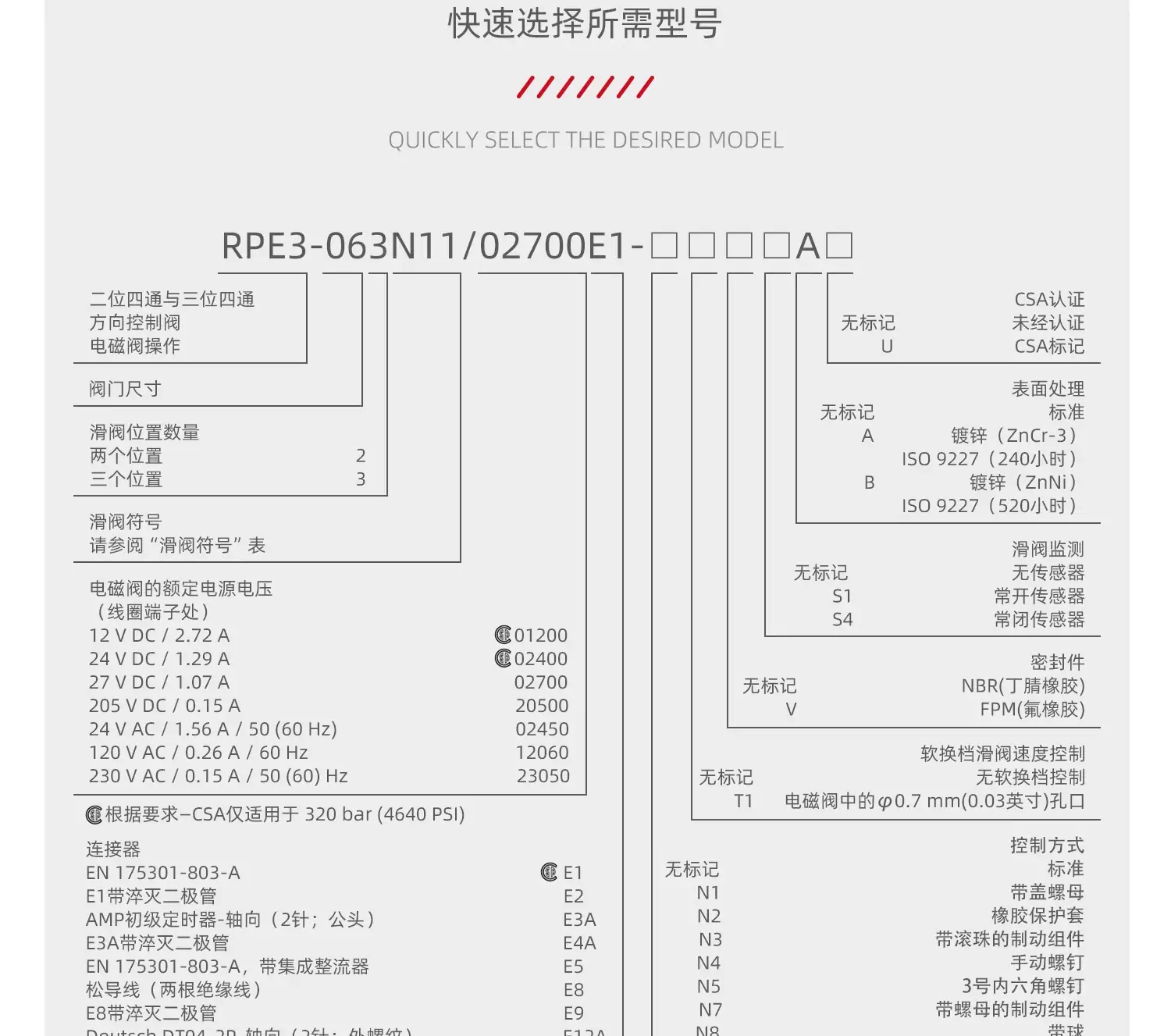
德国雅歌辉托斯ARGO电磁阀RPE3-062R11/02400E1 RPE3-062X11
RPE3- 063Y11/02400E1,RPE3- 063Z11/02400E1
RPE3- 062R11/02400E1,RPE3- 062X11/02400E1
RPE3- 063Y11/02700E1,RPE3-063H11 交流110V
RPE3- 063H11/02400E1,RPE3- 063Y11/01200E1
RPE3- 063Z11/01200E1,RPE3-062R11/02300E1
RPE3-063H11/01200E1,RPE3- 063Y11/02400E1-A
RPE3-063C11/02400E1K1/M,RPE3-062R11/23050E5-A
RPE3-063H11/23050E5,RPE3-063C11/01200E1
RPE3- 063Z11/02400E1-A,RPE3-063Z11/02400E1
RPEW4-063Z11/02400EW1K50,RPE3-062Y51/02400E1K1
RPE3-062Z11/02400E1,RPE3- 063Y11/23000E1
RPE3-062X11/20500E1,RPE3-062X11/20500E1带防水线
RPE3-062R11/02400E1,RPE3-062X11/02400E1
RPE3-062X11/02400E1K1,RPE3-063Y11/02400E1
16211500-C22B-20500E1-线圈,RPE3-063Y11/02400E1T1V
RPE3-042R91/02400E1,RPE3-063C11/02400E1
RPE3-062X11/01200E1,RPE3-063H11/02400E1
RPE3-062R11/01200E1,RPE3-062Z51/02700E1
205V线圈配2米防水插头线,RPE3-062H51/02400E1T1-A
RPE3-063Z11/01200E1,RPE3-062X11/02700E1-A
RPE3-062R11/20500E1,RPE3-062R21/01200E1
RPE3-062R21/02400E1,RPE3-062R21/20500E1
RPE3-062Z11/01200E1,RPE3-062Z11/20500E1
RPE3-062A51/02400E1,RPE3-062A51/20500E1
RPE3-062Z51/02400E1,RPE3-062H51/02400E1
RPE3-062H51/20500E1
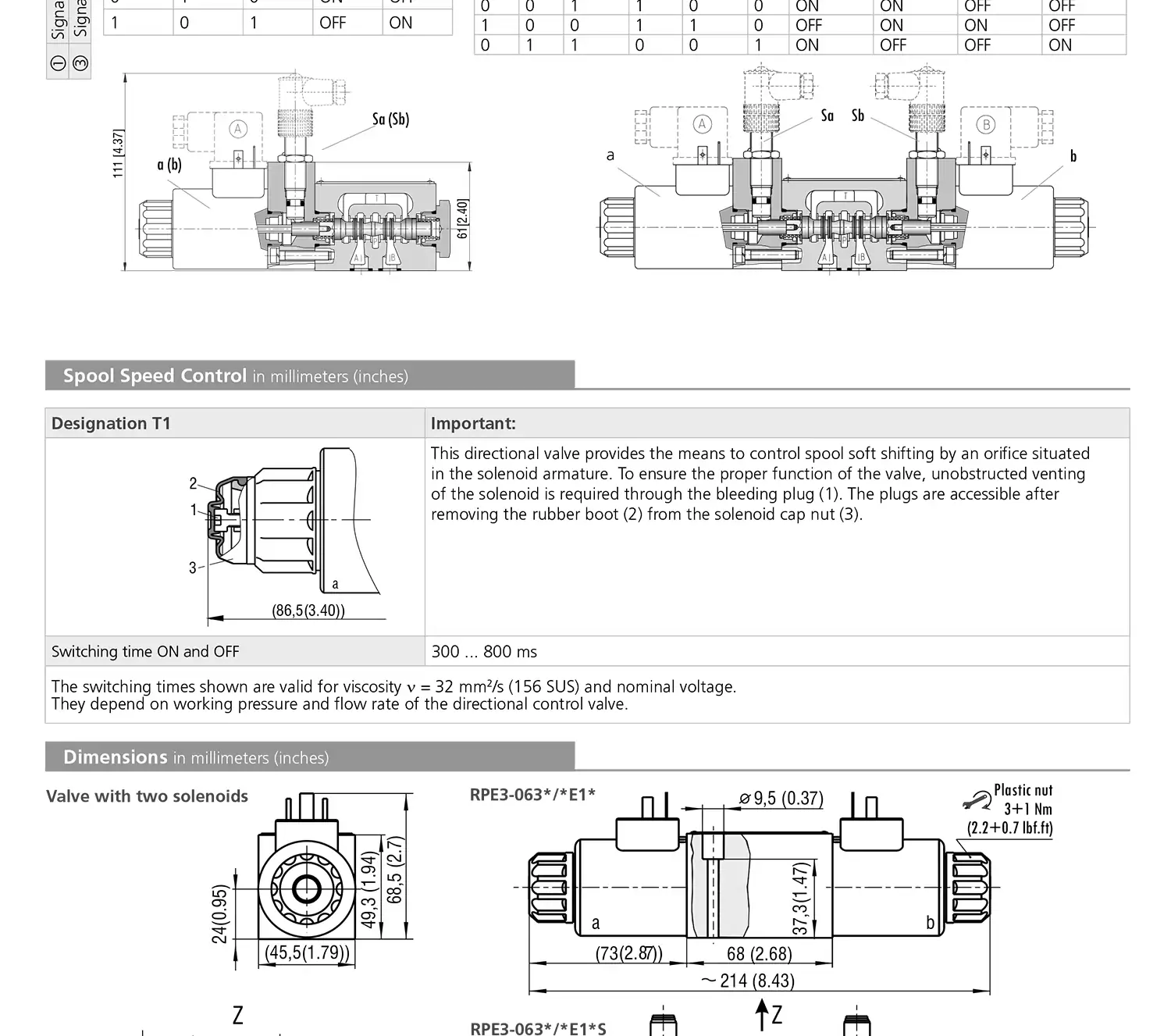
液压系统调速阀的修理总结
如果液压系统中调速阀出现故障了,那么该怎么修理呢?
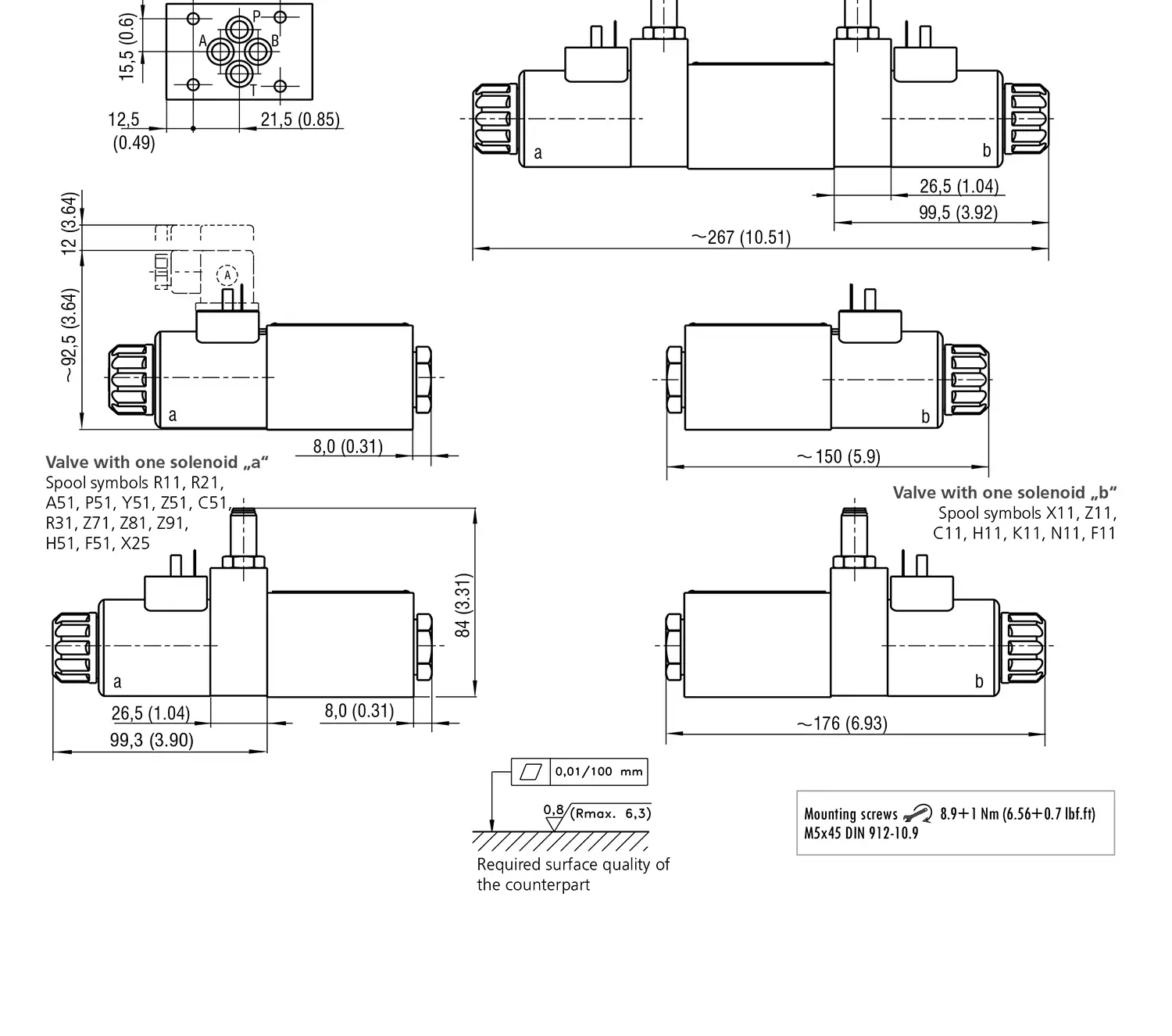
1.阀体的修理
阀体的修复主要是阀孔,经过较长时间使用后,阀孔一般出现因磨损而失圆和出现锥度及拉伤,一般可研磨修复阀孔有条件的用户可用金刚石铰刀修复阀孔,根据修复后的阀孔尺寸,重配阀芯。
2.阀套的修理
阀套经热压或冷压压在阀体孔内,经过一段时间使用后,阀套孔会因磨损变大而出现精度丧失的现象。需要修复,阀套孔一般修理时不从阀体上压出,以免压出后破坏外圆过盈配合,如果更换或修复减压阀芯,一般只研磨阀套孔即可。
3.阀芯的修理
调速阀阀芯有二,即节流阀阀芯和定压差减压阀阀芯。
阀芯在拉伤和磨损不严重时,经抛光后能保证与阀孔的间隙仍可继续使用。但如磨损拉伤严重时,须先经无心磨磨去0.05~0.08mm,再电镀外圆后磨配,或者刷镀。无刷镀电镀设备者,可重新加工一新阀芯。
节流阀阀芯与阀孔配合间隙应保证在0.007~0.015mm的范围内,阀芯配合表面光洁度不得低于技术要求。减压阀阀芯大头与阀孔配合间隙保证在0.015~0.025mm,小头与阀套配合间隙保证在0.007~0.015mm。
4.阀套的热压与冷压的修理
阀套与阀体孔保持0.002~0.010mm的过盈量,所以装配时需热压或冷压而不可敲人,以免破坏孔的精度。热压时一般在150℃左右的热油中放人阀体,浸泡5~10min,再将阀套放人阀孔中,取出冷却便成。冷却时,可用一瓶消防用的二氧化碳灭火器对准阀套吹,2~3min可收缩到可装人阀孔内即可。操作时要注意,用二氧化碳灭火器吹时要小心,不能吹在人身上,操作者要戴好手套,以防冻伤。装配前内孔和顶盖均要去除污物,表面涂上机油。
本文由苏州逐利机电整理发布,如需转载请浏览来源及出处,原文地址:http://www.tw-joly.com/yyf/449.html







留言信息