Yuatsuseiki油力溢流阀BSG-06-H-2P BR-06-BK HV-02-A
液压系统管道的加工
液压系统管道的主要作用是传输载能工作介质。一般应在所连接的设备及各液压装置部件、元件等组装、固定完毕后
再进行管道安装。
液压系统管道的主要作用是传输载能工作介质。一般应在所连接的设备及各液压装置部件、元件等组装、固定完毕后再进行管道安
装。安装管道时应特别注意防振、防漏问题。全部管道多分两次安装,其大緻顺序是:预安装一耐压试验一拆散一酸洗一正式安装一循环
沖洗一组成液压系统。在管道安装过程中,所选择的管材应符合设计图样的规定,并应根据其尺寸、形状及焊接要求等对管材进行加工。
管子的加工包括切割、打坡口、弯管、螺纹加工等内容。管子的加工质量优劣对管道系统参数影响较大,并关系到液压系统运行的可
靠性。故必须采用科学、合理的加工方法,才能保证加工质量。
1、管子的弯曲 最好在机械或液压弯管机上对管子进行弯曲加工。用弯管机在冷状态下弯管,可避免産生氧化皮而影响管子质
量。如果无冷弯设备(液压弯管机),也可采用热弯曲方法,热等时容易産生变形、管壁减薄及産生氧化皮等现象。热弯前需将管内注实
干燥河砂,用木塞封闭管口,用气焊或高频感应加热法对需弯曲部位加热,加热长度取决于管径和弯曲角度。直径为28mm的管子弯成
30。、45。、60。和90。时,加热长度分别为60mm、100mm、120mm和160mm,弯曲直径为34mm、42mm的管子,加热长度需
比上述尺寸分别增加25~35mm热弯后的管子需进行清砂并采用化学酸洗方法处理,清除氧化皮。弯曲管子应考虑弯曲半径,以免弯曲半
径过小,导緻管路应力集中,降低管路强度。弯曲半径一般应大二的3倍,弯制后的椭圆率应小于8%。

2、管子的切割 原则上采用机械方法对管予进行切割,如切割机、锯床或专用机床等,严禁用手工电焊、氧气切割方法,无条件
时允许用手工锯切割。切割后的管子端面与轴向中心缐应尽量保持垂直,误差控制在90°±0.5°之间。切割加工的管子端部应平整,重皮等
缺陷,切割后需将锐边倒钝,并清除铁屑。
3、管端螺纹应与相配螺纹的基本尺寸和公差标准一緻,螺纹加工后应无裂纹凹痕等缺陷。
4、焊缝坡口加工需焊接的管子其端部必须𫔭坡口,以增加焊接熔融深度。当焊缝坡口过小时,会引起管壁未焊透,造成管路焊接强
度不够;当坡口过大时,又会引起裂缝、夹渣及焊缝不齐等缺陷。坡口的加工最好采用坡口机,采用机械切削方法加工坡口既经济,效率
又高,操作又简单,还能保证加工质量。
溢流阀
DG-01 DG-02 DT-01 DT-02 BG-03 BG-06 BG-10
BT-04 BT-06 BT-10
BG/BT-03/06/10 BT-03 BT-04 BT-06 BT-10
BSG-03/06/10 BSG-2P/BST-2P-03/06/10
BUCG-03/06/10
DG-01/DT-01 DG-02/DT-02
HDRI-03/03G/03T
先导式溢流阀
DBW-10-2H DBW-10-C
DBW-20-2H DBW-20-C
DBW-30-2H DBW-30-C
DBW-10/20/30
DB-03/06/10/20/30
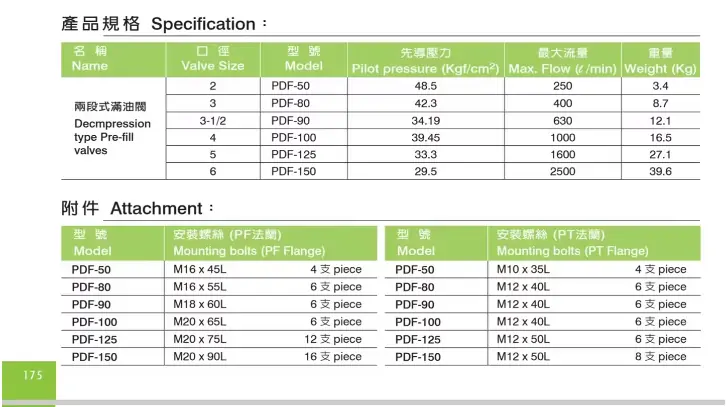
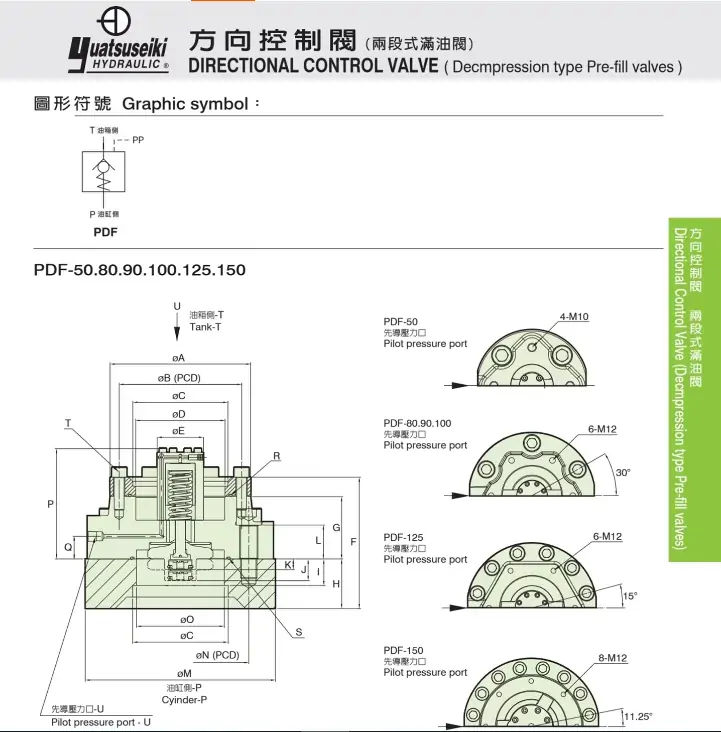
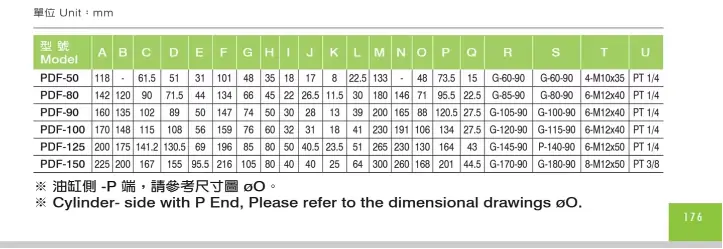
满油阀
PDF-100T-30 PDF-125FT-30 PDF-80FT-30
电磁溢流阀
BSG-03 BSG-06 BSG-10 BSG-03-*-2P BSG-06-*-2P
SBG-03 SBG-06 SBSG-03 SBSG-06 SBSG-10 SBG-03/06/10 SBSG-03/06/10
SBG-03-B SBG-03-C SBG-03-H SBG-03-2H SBG-06-B SBG-06-C SBG-06-H SBG-06-2H SBG-06-H-K05
BST-03-2PN-B BST-03-2PN-C BST-03-2PN-H BST-03-2PN-2H BST-06-2PN-B BST-06-2PN-C
BST-06-2PN-H BST-06-2PN-2H BST-10-2PN-B BST-10-2PN-C BST-10-2PN-H BST-10-2PN-2H
电磁控制节流阀
SF-03/06/10 SKF-06
SKF-03/06/10
SKFG-06/10 SKFG-10
蝶式预充阀;
SVF-32 SVF-40 SVF-50 SVF-63 SVF-80 SVF-100 SVF-125 SVF-160
卸载溢流阀
BUCG-06
H型压力控制阀、HC型压力控制阀
HG-03 HG-06 HG-10 HCG-03 HCG-06 HCG-10 HCT-06
HG/HT-03/06/10
背压阀
BR-03 BR-06 BR-10
减压阀、单向减压阀
RG-03 RG-06
RT-03 RT-03/04/06/10
RCT-03 RCT-03 RCT-06 RCT-10 RCT-03/06/10
RCG-03/06/10 RCG-03 RCG-06 RG-03/06/10
充液阀
SG-16 SG-24 SG-32
满油阀
PF-50-FT PF-80-FT PF-90-FT PF-100-FT
PF-50 PF-80 PF-90 PF-100 PF-125 PF-150
节流阀、电磁节流阀
THF-06
SD-06 SD-03/06/10 SDF-03/10
SF-06 SF-10
SDF-06 SDF-10
SRG-03 SRG-06 SRG-10 SRG-03/06/10
SRCG-03 SRCG-06 SRCG-10 SRCG-03/06/10
SRCT-03 SRCT-06 SRCT-10 SRCT-03/04/06/10
机械换向阀
DCG-01
直角单向阀
CRG-03 CRG-06 CRG-10 CRG-03-*-50 CRG-06-*-50 CRG-10-*-50 CRG-03/06/10
液控单向阀
CPDG-03 CPDG-06 CPDG-10
CPDT-03 CPDT-06 CPDT-10
CPDF-10 CPDF-16
电液换向阀
DSHG-04 DSHG-04-AB DSHG-06
DSHG-06-AB
DSHG-10 DSHG-10-AB
DSHG-2B*-03/04/06/10 DSHG-3C*-03/04/06/10
背压阀
BR-03/06/10
BRG-03/06
顺序阀
HCG-03 HCG-06 HCG-10
HCG-03/06/10
HCT-03/04/06/10
多路阀:
JB-2/1S-4/010001/G3/M1 JB-2/1S-4/18L/G3/M1
MB2/1S-3/010001/G-3/M1复位 MB2/1S-4/010001/G-3/M1复位
MB-2/1S-3/010021/G-3/M1定位
电磁控制调速阀
SKFG-03 SKFG-06 SKFG-10
THF-06
压力表开关
CLT-03/06
方向控制阀:
CPDG-03/06/10
DCG-01-2B2/2B3
本文由苏州逐利机电整理发布,如需转载请浏览来源及出处,原文地址:http://www.tw-joly.com/yyf/296.html







留言信息